Copper-nickel-zinc alloys
The properties and processing of copper-nickel-zinc alloys are significantly influenced by the main alloying elements copper, nickel and zinc as well as by other additional elements such as lead, manganese and tin.
As a base metal, copper is decisive for toughness. It facilitates cold forming. Nickel improves tarnish resistance, especially at elevated temperatures, and corrosion resistance. It increases the modulus of elasticity and electrical resistance. With increasing nickel content, the melting range is shifted to higher temperatures. Zinc contributes to the strengthening of the alloys and improves the hot workability, but reduces the corrosion resistance to aggressive media. Increasing zinc content reduces the melting range. Lead makes the wrought alloys easier to machine, but reduces the toughness and increases the sensitivity to hot cracking during annealing. The hot formability of the oc alloys is strongly impaired by lead, so that they are usually only formed cold. In contrast, the good hot formability of the (oc + [š)~alloys is not significantly affected by lead. In the casting alloys to which lead is added up to 9 %, it improves the castability, especially for the production of pressure-tight castings.
Probably all copper-nickel-zinc alloys contain some manganese (max. 0.5 to 0.7 %) as a permissible admixture; it reduces annealing brittleness, has a deoxidising and desulphurising effect. Tin is an essential component in cast alloys because it lowers the melting point and makes the melt thin. It increases strength and hardness, but reduces elongation. Wrought alloys do not contain tin because it has an embrittling effect and worsens the hot formability.
Applications
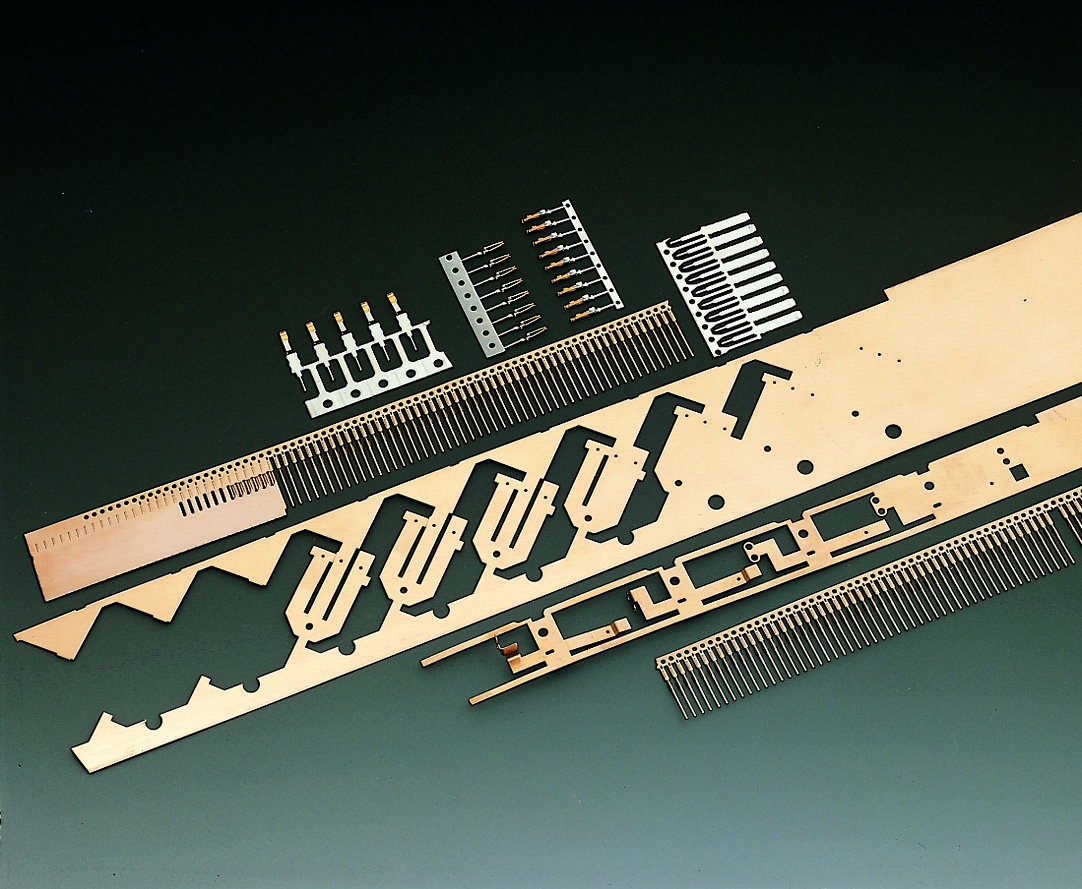
Because of their good strength and spring properties, their colour, their low conductivity for heat and electricity as well as their easy galvanisability, copper-nickel-zinc alloys have found many specific fields of application. The use of these alloys is determined by the composition and thus by both the properties and the processing possibilities. For electrical engineering and electronics, these materials are particularly interesting because of their strength and toughness, adequate electrical conductivity, considerable modulus of elasticity compared to other copper alloys, better tarnish resistance and corrosion resistance. This combination of properties is particularly advantageous for electrical contacts, springs, etc. CuNi18Zn20 is mainly used for springs and diaphragms in low-current technology, for electrical resistance wires, pressure gauge spring tubes, etc. Drawn and stamped parts are used for lamp bases, switch covers, housings and similar electrical engineering fittings made of sheet metal or strip. Contact bimetallic strips are used to manufacture contact parts and spring elements that are subject to mechanical and electrical stress. The prerequisites for this are not only the corrosion resistance and the good spring properties of the material, but also its adequate solderability. The bimetallic strips have inserts of gold or silver or palladium alloys. For some applications, however, the high zinc content of the nickel silver is a disadvantage, as it can transfer to the contact material via the gas phase during soft annealing under inert gas. In such cases, copper-nickel-tin alloys can be used as an alternative.
Are you looking for a different content?