
Semi-finished products
Semi-finished parts made of copper, brass, bronze are semi-finished products and represent an intermediate step in the manufacturing process to the final product. In metalworking, these semi-finished products, such as blocks, sheets, plates or profiles, are finally processed into the desired end product by means of various manufacturing processes or by forming – from parts for a wide variety of devices and machines to everyday commodities. The blocks, plates and profiles are internationally standardised.
Melting and casting
Semi-finished product production begins with the melting of the copper materials and casting into specific formats, e.g. into rolled plates, press studs, etc. Melting and casting are carried out according to a precisely predefined production programme. Both the metal input and the adherence to the alloy composition are strictly monitored before casting. The analysis for alloy monitoring and checking for possible impurities is carried out within two minutes with the aid of automatic analysis machines (spectral analysis) and a pneumatic tube system, so that the melt can still be corrected at any time before casting. Melting takes place in electric induction furnaces and the formats are cast on modern continuous casting machines. Rolled plates are preferably produced in semi-continuous continuous casting, whereas extrusion billets are produced in continuous casting.

Hot forming
Hot forming of copper materials takes place above the recrystallisation temperature. The recrystallisation temperatures for copper and copper alloys are between 750 °C and 950 °C, depending on the material composition. During hot forming, no strain hardening can occur as a result of recrystallisation, but existing strain hardening is permanently reduced (soft annealing). In addition, the deformation resistance of the metals generally decreases with increasing temperature. The different copper materials have different hot forming properties. In the case of homogeneous, single-phase copper alloys, starting from pure copper, the deformation resistance increases with increasing alloy content. However, the heterogeneous alloys of the CuZn or CuAl system have a lower deformation resistance, since the newly formed β-mixed crystal is better hot-formable than the α-mixed crystal. In the order of suitability, heterogeneous brass with at least 37 % Zn content, unalloyed copper and also CuAl alloys have the best hot forming properties, while CuSn, CuSnPb, CuNiZn and CuNi alloys are more difficult to hot form. Brass is characterised by a very low resistance to deformation in the β-phase.

Cold forming
In cold forming, which takes place below the recrystallisation temperature, the deformation strength increases with increasing forming (strain hardening). Since the α-mixed crystal has the best cold forming properties, the homogeneous copper alloys are the best cold formable besides unalloyed copper. The rule of thumb here is that, with the exception of copper-nickel alloys, the work hardening capability of copper materials is determined by the relative level of strength in the soft state. With increasing cold forming, the strength of the material increases, its elongation and thus also its forming capacity decreases. Pure unalloyed copper and the copper-zinc alloys with a high copper content have excellent cold forming properties. But the copper-nickel alloys, most low-alloyed copper alloys and the copper-tin alloys can also be cold-formed relatively well. More difficult to cold-form, however, are the copper-aluminium, the high lead or high tin copper-lead-tin alloys and also copper-zinc alloys with high zinc contents, the β- and (α-β)-brass grades.
Production
Sheets and strips
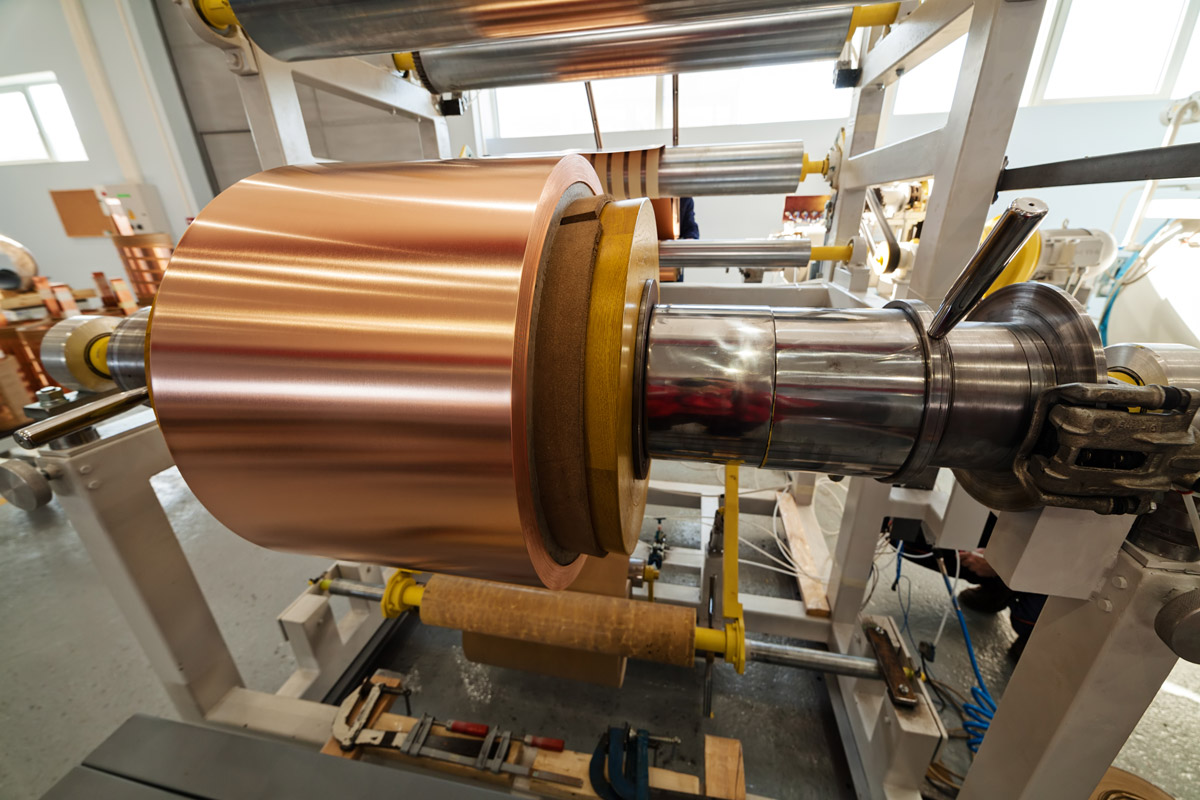
The starting material for the production of sheets and strips are cast plates produced on semi-continuous continuous casting machines. These have a length of approx. 5 m, a width of 600 to 800 mm and a thickness of approx. 120 mm. In the case of materials that are difficult to hot-form, e.g. wrought copper-tin alloys, but also in the case of smaller production quantities for economic reasons in the case of other copper materials, it is often assumed that a strip, e.g. 600 mm wide, 25 mm thick, is continuously cast on a horizontal plant. In this case, the otherwise necessary production steps “heating” and “hot rolling” are omitted. For hot rolling, the slabs are heated to a temperature above the recrystallisation temperature. The slabs are then rolled down to 1/10 of their original thickness on a reversing duo. To remove the casting skin and scale, a few tenths of a millimetre are milled off on each side. The pre-rolled strips, approx. 10 mm thick, are cold rolled down in several passes to thicknesses of 2 to 3 mm, depending on the forming capacity. Thicker dimensions made of copper materials that are difficult to form require intermediate annealing one or more times with the associated pickling and drying processes. Thinner dimensions are intermediately annealed in a continuous levitation furnace under protective gas, so that the pickling process can be omitted. During the intermediate annealing (recrystallisation), the good forming capacity is restored and work hardening is cancelled. This is followed by cold finishing rolling, in the case of narrow strips and copper materials that are difficult to form, on reversing multi-roll rolling mills.

Wires
Today, continuous cast wire rod has become the accepted starting material. In one process, copper cathodes are melted down and cast into wires according to the SOUTHWIRE or HAZELETT process and rolled down to wires , e.g. ∅ 12 mm, at the same heat. In this process, the ring weights are usually 5 to 8 t. This saves the energy that used to be required for heating wire ingots. In coarse and fine drawing machines, the wire rod is usually drawn to the final dimensions without intermediate annealing. In drawing machines, the wire is drawn in multiple passes, where many passes are connected in series. Since wire drawing involves large reductions in cross-section, the drawing speeds of the final stages are very high. The spooling speeds are 40 to 60 m/s. Often the wire is delivered in a hard state, as it has to be annealed anyway during enamelled wire production. If annealed, the heat treatment is carried out under inert gas to eliminate the need for pickling processes.
Rods and profiles
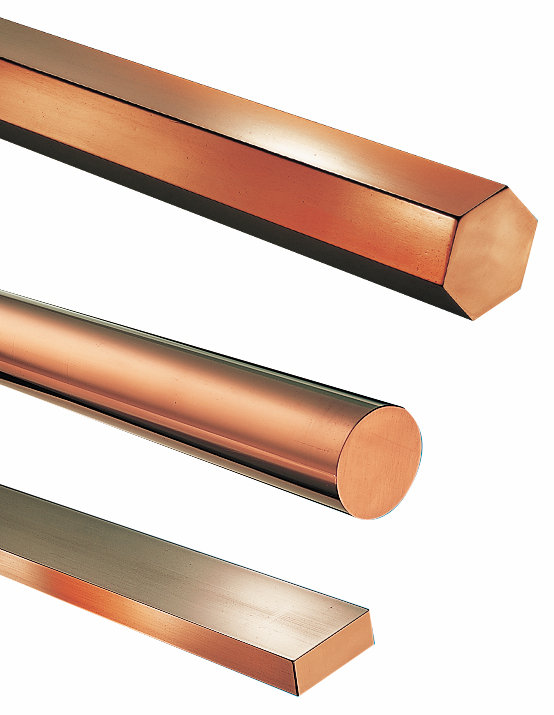
The production of rods and profiles is based on extruded billets with diameters of approx. ∅ 150 to 300 mm, 200 to 800 mm long. These are heated in an induction or gas furnace to extrusion temperature, a temperature above the recrystallisation temperature. The heated billets are then extruded into a suitable cross-section on an extrusion press. The shape of the billet is determined by the opening of the die on the exit side of the press. For large rod cross-sections and profiles, the material is left in straight, stretched lengths; smaller rod cross-sections are coiled up. Due to the high temperature during pressing, the surfaces of the rods or profiles oxidise. The oxide layer is removed by pickling, in the case of straight lengths by dipping in a pickling bath, in the case of coiled rods continuously through a pickling bath. The extruded material is then generally only cold-formed until the final product. Rods made of ring material are continuously drawn on combined machines. The production processes of drawing, testing, cutting to length and straightening are carried out in sequence in one machine. Rods in straight lengths and profiles are drawn on long drawing benches. In many cases, however, rods with large cross-sections and profiles are also delivered in the pressed state after inspection, cutting and straightening. Drawn rods and profiles are straightened on straightening machines for straightness, the latter also for profile shape. Rods and profiles are checked to ensure that the material is free of defects and that the shape tolerances are adhered to.

Tubes
Copper tubes can be produced using various manufacturing processes. In the two most common processes, either continuously cast ingots are heated and pressed into pre-tubes in an extrusion press or rolled down in a pilger mill. This is followed by a series of passes, which are mainly carried out in a ring on barrel drawing machines; cold pilgering can be carried out upstream. After the last pass, the coils are straightened in combined machines, the tubes are checked for defects by eddy current testing and cut to length. Soft tubes are cut into coils and hard tubes are cut into straight lengths. Tubes made of copper alloys, e.g. copper-nickel alloys, are pressed into relatively thin pre-tubes on an extrusion press with the help of a mandrel. These tubes are then drawn to final size on straight drawing benches, possibly with intermediate annealing. The production of welded tubes from copper materials has not become established in Germany.
Are you looking for a different content?