Verfahren zur Beschichtung
Die meisten gängigen Verfahren zur Beschichtung von metallischen Bauteilen sind auch für Kupferbasismaterialien anwendbar. Für Kupferwerkstoffe sind verschiedene Vorbehandlungsverfahren gebräuchlich. Die Auswahl der Verfahren hängt ab von den Oberflächenanforderungen, oft bedingt durch die folgenden Bearbeitungsverfahren.
Die nachfolgende Liste zeigt die vielfältigen Möglichkeiten zur Beschichtung dieser Werkstofffamilie:
- Galvanische Beschichtung
- Außenstromlose (chemische) Metallabscheidung
- Schmelztauchverfahren (Feuerverzinnung)
- Dünnschichtverfahren (PVD/CVD)
- Spritzverfahren
- Auftragsschweißen
- Plattieren
- Lackieren
- Emaillieren
- Künstliches Patinieren / Chemisches Färben
Neben den auch für viele andere Werkstoffe anwendbaren genannten Verfahren stellt das künstliche Patinieren (chemisches Färben) eine Besonderheit dar, mit dessen Hilfe künstliche Patinaschichten in vielen unterschiedlichen Farbvarianten aufgebracht werden können.
Die Gründe für die Beschichtung sind vielschichtig. So bedürfen Kupfer und Kupferlegierungen zum Teil eines Korrosionsschutzes. Oberflächenbeschichtungen werden durchgeführt, um die Betriebssicherheit der Werkstoffe durchgängig zu gewährleisten, wenn zum Beispiel hohe Anforderungen an Kontaktwiderstand, Anlaufbeständigkeit etc. gestellt werden. Weitere Gründe für eine Beschichtung sind besondere Anforderungen an den Glanz und die dekorative Wirkung der Werkstoffe, was zum Beispiel durch das Lackieren, Emaillieren und chemische Färbungen erreicht wird.
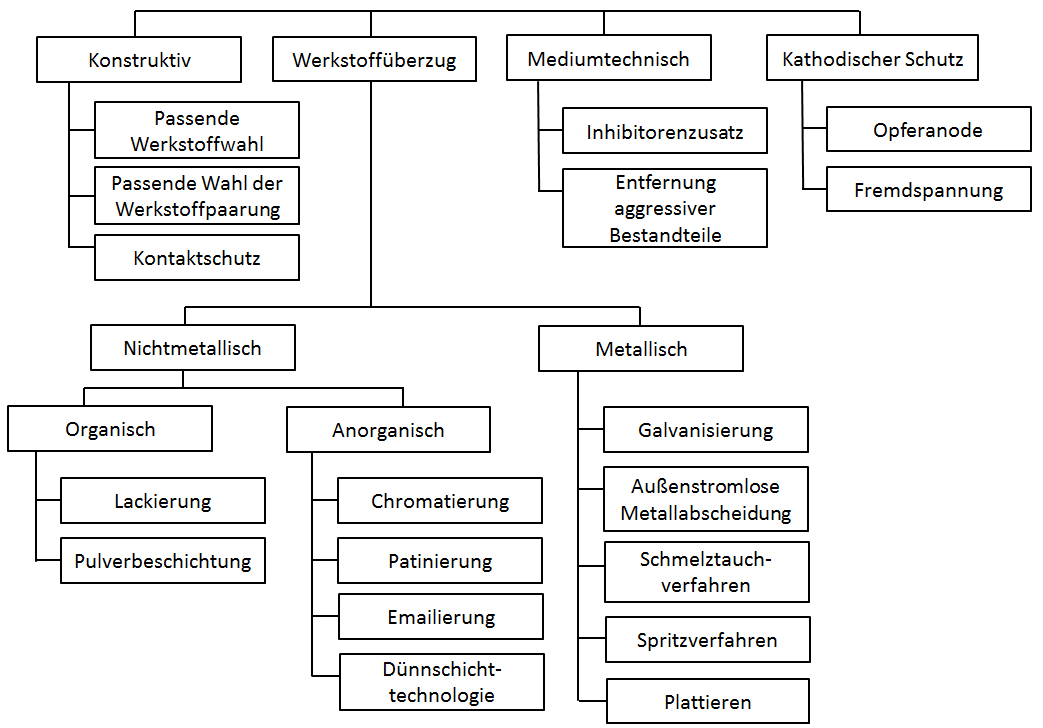
Die Grafik zeigt verschiedene Korrosionsschutzmaßnahmen für Kupferwerkstoffe in einer Übersicht.
Oberflächenbehandlungen
Obwohl Kupferwerkstoffe eine dekorative Eigenfarbe aufweisen, besteht oft der Wunsch nach anderen Oberflächenfarben. Im Laufe der Zeit entwickelt Kupfer eine natürlich Patina, die, ausgehend vom blanken, rötlichen Kupfer, über dunkelbraun bis zu hellgrün verlaufen kann. Diese und weitere Farbtöne kann man auch künstlich erzeugen. Diese sehr dünnen Färbeschichten auf Kupferwerkstoffen entstehen durch Reaktionen bestimmter Chemikalien, meist in wässrigen Lösungen, mit der Metalloberfläche. Beschichtungen von Kupfer gibt es in verschiedenen Varianten. Während Emailschichten meistens aus dekorativen Gründen aufgebracht werden, werden Lack- und Kunstharzbeschichtungen – oft transparent – verwendet, um den natürlichen Farbton der Werkstoffe oder die chemischen Färbungen zu bewahren. Andere Beschichtungen dienen der Verbesserung des Korrosionsschutzes. Üblich sind metallische Überzüge etwa durch elektrolytische (galvanische) Beschichtung, stromlose (chemische) Abscheidung sowie das Aufbringen von Schmelztauchschichte.

Verzinnung von Kupferwerkstoffen
Die hauptsächliche Anwendung (60-65 %) von Kupferwerkstoffen liegt bei elektrotechnischen Anwendungen. Nahezu alle Industriezweige setzen diese für stromtragende Bauteile ein. Insbesondere Steckverbinder und Stanzgitter werden im Einsatz einer Vielzahl von Umwelteinflüssen ausgesetzt, wie hier exemplarisch am Beispiel Automobil gezeigt wird:
- Temperatur: -40 bis 150 °C
- Feuchtigkeit
- Vibrationen
- Elektrische Betriebsbedingungen
- Schadgase
- Feinstaub
Um ein dauerhaftes Funktionieren der Steckverbinder sicherzustellen, müssen daher eine Reihe von Werkstoffeigenschaften betrachtet und auf den Einsatz abgestimmt werden. Diese komplexen Anforderungen werden durch Beschichtung von Kupferwerkstoffen erfüllt. Zum einen werden Kupferbauteile galvanisch mit Edelmetallen beschichtet – eine günstigere und für viele Anwendungen ebenso adäquate Lösung stellt aber auch die Verzinnung dar. Prozesstechnisch bieten sich hierbei die Alternativen Feuerverzinnung oder galvanische Verzinnung an.
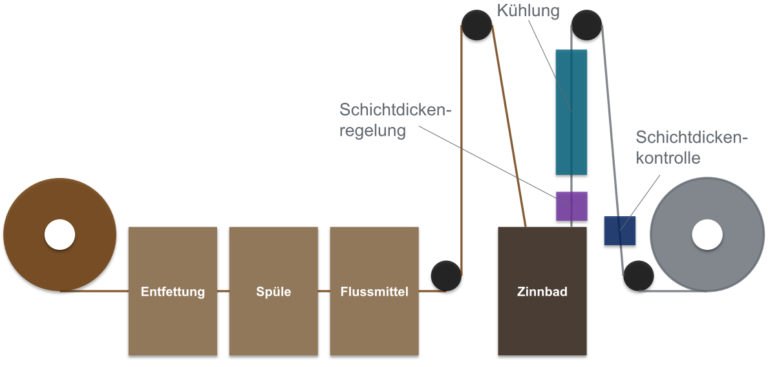
Feuerverzinnung
Die Feuerverzinnung von Bändern ist nach EN 13148 genormt, wobei das gründlich entfettete, getrocknete und aktivierte Band durch ein Bad mit Flüssigzinn gefahren wird, welches Temperaturen zwischen ca. 250 und 290°C – der Schmelzpunkt von Zinn liegt bei nur 232 °C – hat. Nach dem Verlassen des Zinnbades wird das flüssige Zinn i. d. R. mittels Luftdüsen auf die geforderte Schichtdicke abgestreift und das Band zur Erstarrung des Zinns gekühlt. Der schematische Aufbau einer Feuerverzinnungsanlage ist hier schematisch gezeigt. Auf diese Weise können Schichtdicken erreicht werden, die mit Werten zwischen 0,7 und 20 μm einen weiten Bereich umfassen und damit zahlreiche Anwendungen erschließen. Je nach Schichtdicke stehen dabei unterschiedliche Eigenschaften im Vordergrund.
Reinzinn ist deutlich weicher als Kupfer (HV (Sn) = 8), so dass die reale Kontaktfläche mit steigender Dicke der Zinnschichten durch plastische Deformation der Kontaktfläche größer wird, damit einhergehend allerdings auch höhere Steck- und Ziehkräfte benötigt werden. Die Lötbarkeit und Korrosionsbeständigkeit ist bei höheren Schichtdicken besser.
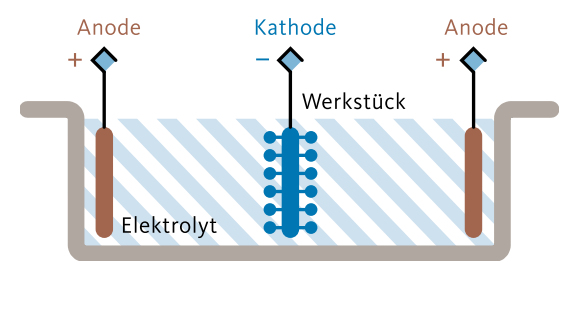
Galvanische Verzinnung
Beim galvanischen Verzinnen werden keine Temperaturbelastungen auf den Grundwerkstoff ausgeübt. Dies kann für wärmeempfindliche Werkstoffe, die beim Feuerverzinnen zur Entfestigung neigen (wie z. B. ETP-Cu), sinnvoll sein. Ebenso besteht die Möglichkeit einer Mehrfach- oder Selektivbeschichtung und es können Zwischenschichten zur Verbesserung der Haftfestigkeit oder der Reduzierung der Diffusion aus dem Grundwerkstoff – Nickel in Schichtdicken über 2 mm oder Kupfer/Nickelschichten sind besonders geeignet als Sperrschicht – verwendet werden. In der Regel sind galvanisch verzinnte Bänder allerdings aufgrund der langen Abscheidezeiten und der damit verbundenen hohen Kosten auf Schichtdicken < 4 μm beschränkt. Darüber hinaus wird häufig von – gegenüber feuerverzinnten Bändern – geringeren Standzeiten der Stanzwerkzeuge berichtet.
Der wesentliche Unterschied der galvanischen zur Feuerverzinnung liegt darin, dass durch geringere Temperaturen bei der Beschichtung keine intermetallischen Phasen ausgebildet werden. Die Diffusion der Kupferatome bei der galvanischen Verzinnung erfolgt vor allem über Korngrenzen, wodurch Eigenspannungen im Festkörper ausgebildet werden, die in der Bildung von Whiskern resultieren können. Whisker sind haarförmige Einkristalle, die mehrere hundert Mikrometer aus der Oberfläche „herauswachsen“ können und bei elektronischen Bauteilen eine Kurzschlussgefahr darstellen.
Das Problem ist jedoch lange bekannt und kann unter anderem durch Reflowbehandlung – eine nachträgliche Wärmebehandlung mit kurzzeitigem Wiederaufschmelzen des Zinns – oder über die vorherige Abscheidung von Kupfer-Nickel-Sperrschichten minimiert werden.
Chemische Färbungen
Grundsätzlich ist es möglich, auf Kupfer, Messing oder Bronze mittels sogenannter Färbungen eine Vielzahl von unterschiedlichen Farbtönen aufzubringen. Die Vielfalt an erzielbaren optischen Wirkungen und Gestaltungsmöglichkeiten stellt schon seit je her ein fast unerschöpfliches Potential für Kupferwerkstoffe dar. Mit chemischen Färbungen lässt sich auf großflächigen Bauteilen auch niemals ein vollkommen einheitlicher Farbton bzw. ein gleichmäßiges Erscheinungsbild erzielen.
Mehr erfahrenHaben Sie den passenden Inhalt nicht gefunden?